






燃料电池发展趋势是什么?中国技术大牛在Nature发文揭示方向
2021年7月14日,天津大学焦魁教授联合上海捷氢科技有限公司副总经理侯中军博士和Michael D.Guiver,在Nature畅谈燃料电池的未来。为了使这一成果惠及更多行业人士,香橙会研究院择要做了翻译分享。
为什么提升燃料电池的功率密度至关重要?
首先,提升燃料电池的功率密度能够减小电堆体积,减低制造成本。
另外,提升燃料电池的功率密度即意味着提升其性能,这可以降低运行成本。日本的NEDO(New Energy and Industrial Technology Development Organization)部门提出了雄心壮志的目标,于2030年和2040年电堆的体积功率密度分别达到6kW/L和9kW/L。
那么,如何在现有电堆设计的基础上进一步提升其功率密度?焦魁教授等人从膜电极组件(扩散层、催化层、质子交换膜)、双极板4个组件给出了进一步优化方向,如表1所示,详述如下。
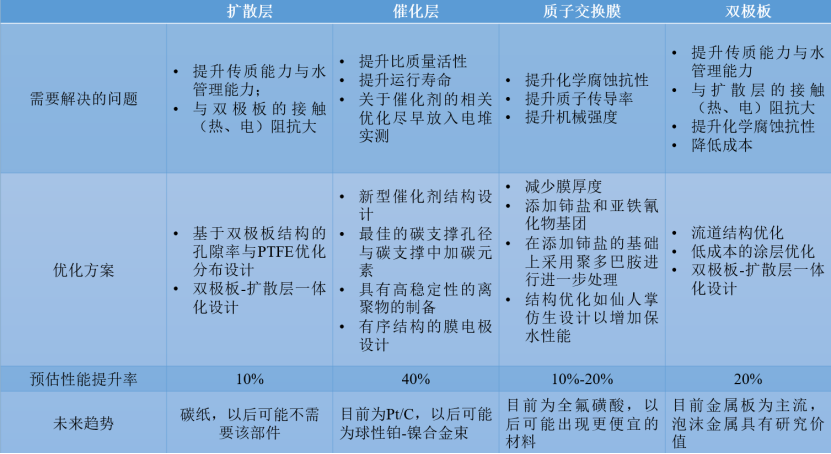
表1 电堆4个部件存在的问题、优化方向、预估性能提升率与未来发展趋势
1.扩散层
未来近几年,鉴于碳纸在电导率、机械强度、化学耐受性和制造成本等方面的优点,其仍将作为扩散层的主流选择。扩散层的结构优化技术,如激光打孔在积极开发中并可能实际运用。另外,扩散层的孔隙率优化技术可以通过控制碳纤维的方法实现。
孔隙率优化的指导思想之一是协同设计流道和扩散层结构以达到反应气体和水的最佳传递。例如,降低扩散层一侧或两侧的孔隙率能够增大孔隙率梯度,有助于反应气体的供给与水的排出。 扩散层设计中另一个重要的考量因素是不同组件间的界面阻抗,主要取决于材料属性和组装工艺。双极板与扩散层间的接触阻抗是电阻抗的主要来源,约占扩散层自身阻抗两个量级。
为了减少甚至消除双极板与扩散层间的接触阻抗,一体化设计是一种新的研究方向。这需要构造出另一种新的组件能够同时满足扩散层和双极板所有功能,包括传导电流,分配反应气体与水管理。这样反应气体的传递路径能够变得更短,从而满足高电流密度(3-4A·cm-2)工况下的传质需求。 设定的功率密度目标(6-9kW/L)对水管理能力提出了更高的要求。涂覆在扩散层表面的微孔层(PTFE(疏水物质)含量一般为20%-40%)能够有效排除催化层与扩散层界面的液态水,防止其发生水淹工况阻碍气体传质。
然而,随着质子交换膜技术的进步,能够使电堆在更高的温度和更低的湿度下运行,从而简化水管理。这时,微孔层内添加疏水物质不再是唯一的选择。另外,微孔层和扩散层润湿性的设计及其微孔结构将随着现实的需要进行调整。例如,亲水的阳极和疏水的阴极,或者是局部亲水局部疏水的膜电极分区域设计,这些设计都更有利于不加湿燃料电池系统的运行。 总结来说,扩散层和微孔层的优化匹配设计能够进一步提升燃料电池10%的功率。

图1. 扩散层的两种优化方向。(左)梯度孔隙率;(右)扩散层-双极板的集成设计
2.催化层
催化层的性能对维持高功率密度至关重要。要达到9kW/L的功率密度,需要在4.4A·cm-2的工作电流密度下达到超过0.8V的高输出电压。这需要催化活性的巨大突破。新型的催化剂结构设计,如纳米笼、纳米线、纳米晶体等,是一种提升催化剂比活度的重要手段。然而,很多的新型催化剂结构尽管获得了非常高的质量比活性,但是这些结构本身处于亚稳定的状态,独特的形状特征将随着催化剂的老化而消失。因此,将来的一个挑战是如何在燃料电池的真实运行环境中保持其超高比活性的前提下提升寿命。

图2 新型催化剂
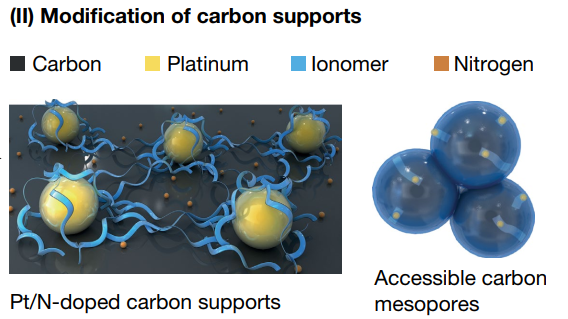
图3 碳支撑优化
催化层中离聚物的分布对其离子导电率和铂利用率具有非常重要的影响。碳支撑,最佳内部孔径在4-7mm,添加氮元素能够使离聚物分布更均匀。另外,也需要综合考虑离聚物的侧链长度。因为尽管缩短离聚物的侧链长度能够增强质子传导能力,但也会增加反应物的传质阻力。最后,应该注意催化层和质子交换膜界面离聚物不断地吸水溶胀-脱水消溶胀过程会导致界面衰减,必须充分保证催化层中的离聚物与质子交换膜良好接触。另外还需要制造高稳定性和不同湿度下含水能力变化不大的离聚物。膜电极的有序结构设计,如图4所示,能够提供高效的质子传输通道与反应位点,确保高铂利用率,能够在低铂负载的条件下提供高功率密度,是一种具有前景的膜电极设计方式,但目前尚未商业化运用。
总结来说,综合上述催化层设计的优化方法,期望提升40%的功率密度。

图4 膜电极的有序结构设计
3.质子交换膜
质子交换膜应该朝这个方向发展:低湿度条件下具有高质子传导率、电化学反应工况下良好的稳定性以及具有好的机械强度、不易穿孔。目前增强广泛商业化运用的全氟磺酸质子交换膜性能的常用方法是减薄其厚度。如日本第一代MIRAI汽车使用了10um的超薄全氟磺酸膜,降低了质子和水的传导阻力,更实现了避免阳极水淹的自增湿。然而,该种方法面临机械强度不足和化学耐受性较低的严峻挑战。三种方法可以缓解上述问题。
1、双极板的协同设计,给予质子交换膜更有多的支撑,如日本第一代MIRAI;
2、添加铈盐;
3.在添加铈盐的基础上采用聚多巴胺进行进一步处理。
增加质子交换膜低湿工况下的质子传导能力能够减少加湿设备的需求,从而间接增加功率密度。基于仙人掌仿生的质子交换膜结构设计能够避免内部水分流失,从而使其能够达到自增湿运行。另外,穿透平面的定向质子传输通道的结构设计也具有良好的保水性和质子传导能力。最后,通过在聚合物中增加亚铁氰化物基团不仅能够提升质子传导能力,还能够增加质子交换膜对氧化自由基降解的抵抗力,可能是一种可行的低成本的长寿命质子交换膜的制造方法。
未来5-10年,全氟磺酸质子交换膜仍是主流,相关的优化措施能够提升10%-20%的功率密度。然而,长期来看,较便宜的非全氟化质子交换膜有望进一步发展并运用。
4.双极板
自从20世纪末期质子交换膜燃料电池用于汽车工业,双极板的发展和创新便一直没有中断。然而,当电池的功率密度需要进一步提升至9kW/L时,仍然需要更加先进的双极板技术以进一步将现在的功率密度提升20%。焦魁教授等人结合美国DOE和日本NEDO部门的报告,提出了目前双极板技术的局限性并指出一些需要克服的技术难题。
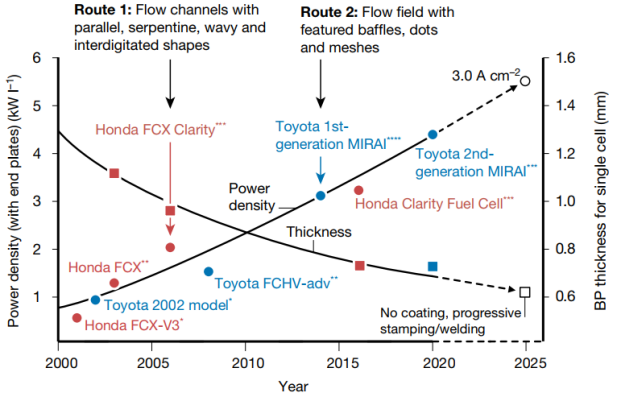
图5. 双极板的发展趋势
传质能力是双极板设计的一个重要评价标准,主要取决于流场结构。目前,存在两种传统的流道结构优化路线,如图5所示。
一种是优化流道和脊的相对宽度;另一种是改变传统的脊结构,如针状流场。
对于传统流场来说,这些新型流场具有优点,但同样增加了复杂性。如日本MIRAI的3D精细流场,尽管极大地增强了传质,但其鱼鳞状的挡板结构容易产生表面裂纹,从而将金属基质暴露在酸性的环境。另外,3D流场的加工费用增大了双极板的总成本。故而,丰田将第二代MIRAI流场替换成了2D波浪形流场。
这似乎表明传质强化不是目前电堆设计的一个重要考量因素。然而,应该看到,目前丰田第二代MIRAI的功率密度仅为4.4kW/L,与9kW/L仍存在非常大的差距。流道结构优化,如内置障碍物等,一般会增大气体流速,从而增大压降,导致寄生功率损失上升。
另外,高电流密度下的水管理问题也是流道设计优化需要解决的难点。随着质子交换膜的优化,燃料电池以后可以在100℃以上运行,水的蒸发可以解决水管理问题。 热传导和电子传导也是双极板设计的两个挑战。因为电堆边缘热耗散可以忽略不计,大多数废热需要经过膜电极和双极板导出传递给冷却液后在外部通过换热设备进行对流换热消除。对于4kW/L的电堆来说,扩散层和双极板间的界面热阻是双极板自身热阻的10倍。另外,双极板和扩散层的界面电阻为10-6Ω·m2,比双极板自身电阻10-10Ω·m2高了4个量级。
故而需要减小双极板与膜电极间的接触阻抗,可以从电堆的紧凑性、双极板和扩散层间的接触面积、双极板的表面粗糙度等方面着手。另外,电堆的冷却流道需要集成入双极板中,故而还存在增加冷却能力与双极板厚度增加之间的矛盾。 电化学腐蚀和机械损伤是双极板寿命衰减的两大主要原因。当电流密度进一步增长(约3.8A·cm-2),各组件的电化学腐蚀,特别是金属双极板,是电池寿命衰减的主要原因。为了缓解双极板的腐蚀,其表面通常进行钝化处理,一般方法为加入能够形成低电阻氧化膜的材料或沉积耐腐蚀涂层。目前使用的涂层如多层碳化铬等已经达到了美国DOE部门2020年设定的标准:小于1uA·cm-2。然而,涂层技术仍然需要进一步发展,以达到更好的腐蚀阻抗、更低的接触阻抗以及最为重要的:更低的制造成本。
机械上,MEA的膨胀和收缩、反应气体和冷却液局部压力的变化都会引起双极板载荷和压力的波动,从而导致其塑性变形和疲劳失效。2020年美国DOE部门关于双极板弯曲强度和冲击强度的标准分别为25Mpa和40.5J·m-1。
典型的双极板材料不锈钢和柔性石墨已经满足了这些标准。然而,制造过程中或长期运行后会发生局部厚度减少、裂纹、塑性变形敏感性增加等不利现象。此外,对于更为精细的脊结构,较高的预紧力会导致双极板变形,使双极板与扩散层接触不良。 考虑双极板在实现传质能力的同时,应同时考虑其制造难度是否与燃料电池产品量产的产业基础相对应。双极板约占电堆成本和体积的30%和70%,取决于材料、构造能力和涂层技术。
美国能源部2020年关于双极板的总成本预算包括材料、成形和涂层,为3美元每千瓦,而目前仅 SS 316L型双极板的基质材料就要花费2.7美元每千瓦,使该成本目前难以完成。日本NEDO和美国DOE部门都强调了降低双极板的成本对燃料电池技术和燃料电池汽车产业进一步发展的重要性。
5. 多孔双极板-膜电极一体化设计
一种新型的多孔泡沫金属/石墨双极板可以用来分配反应气体,如图1右图所示。在适当的机械性能下,体积和质量减小的泡沫金属双极板能够达到物质和热量的均匀分布。这些多孔材料的几何参数,如孔隙率、孔密度和孔的形状等都是可控的并且制造成本远低于流场精细加工的成本。这种结构可以取代GDL使外部的反应气体通过多孔双极板-膜电极一体化设计直接与催化层传质。这样不仅结构更为紧凑,而且直接避免了双极板与扩散层间的接触阻抗。总结来说,双极板-膜电极一体化设计能够同时满足传质强化、缓解水淹、减少电堆体积的优点,可以提供一个达到目标功率密度的可行方法。
香橙会研究院简评
(1)总的来说,焦魁教授与侯中军博士、Michael D.Guiver的这篇论文,指出了在现有材料体系下电堆各组件存在的问题以及解决的方法,并给每个组件优化预估了一定的功率提升指标,具有前瞻性,能够作为国内电堆厂家技术发展路径的参考。
除此之外,从这篇文章中也可以凝练出评价一个电堆产商的水准:首先,最基本的,需要有良好的电堆装配技术(应该指出,燃料电池的组装工艺是衡量电堆公司技术水平的重要考察标准,科技部也斥资5500万支持“高精度电堆组装及成套批量制造装备技术”。目前,氢璞创能和新源动力等公司都有自动化的燃料电池电堆生产线);
往上一层,则是需要稳定且有实力的战略合作伙伴进行双极板-膜电极等组件的协同设计;
最上一层则是将所有组件甚至控制系统纳入公司版图,从而实现整个电堆模块的完整设计。
(2)该文着重提出双极板-扩散层的一体化设计,如泡沫金属,是一种非常值得期待的大幅度提升电池性能的方法。当然,泡沫金属商业化之路需要多久,这个另需讨论。
(3)燃料电池工作状态的发展趋势是高温自增湿。高温不仅能够提升电池性能,而且当温度超过水的蒸发温度,则能够大幅度缓解高电流密度工况水淹导致的传质恶化问题。而自增湿则能够使电堆摆脱加湿系统,降低制造成本和运行成本。

 分享
分享
图片新闻








最新活动更多
-
9月24-25日观看直播>> 2024中国国际工业博览会维科网·激光VIP企业展台直播
-
9月30日立即试用>> 【有奖试用】爱德克IDEC-九大王牌安全产品
-
10月22日立即预约>> 【电力运营直播】主动预测维护如何提高电力运营稳定性?
-
11月14日抢先报名>> 【在线峰会】OFweek 2024固态电池生态大会
-
即日-11.30免费预约申请>>> 燧石技术-红外热成像系列产品试用活动
-
限时免费点击下载>> 2024储能产业抢占制高点发展蓝皮书







发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论